塗布型ライニング工法
技術の概要
塗布型ライニング工法とは、主にコンクリート構造物表面の腐食や劣化に対し、機能回復と防食性の向上を目的とした工法。 耐酸性・耐アルカリ性を有し、構造物との接着性に優れたビニルエステル樹脂とグラスファイバーを構造物に塗布するライニング工法です。
工法規格
本工法は日本下水道事業団が発刊する塗布型ライニング工法の品質規格のC種,D1種に適合しています。
| 分類 | 腐食環境 | 点検・補修・改築の有無 | |||
|---|---|---|---|---|---|
| 易 | 難 | ||||
| Ⅰ 類 | 年間平均H2S(硫化水素)ガス濃度が50PPm以上で、硫酸によるコンクリート腐食が極度にみられる腐食環境 | Ⅰ1類 | D1種 | Ⅰ2類 | D2類 |
| Ⅱ 類 | 年間平均H2S(硫化水素)ガス濃度が10~50PPm以上で、硫酸によるコンクリート腐食が顕著にみられる腐食環境 | Ⅱ1類 | C種 | Ⅱ2類 | D1類 |
| Ⅲ 類 | 年間平均H2S(硫化水素)ガス濃度が10PPm未満であるが、硫酸によるコンクリート腐食が明らかにみられる腐食環境 | Ⅲ1類 | B種 | Ⅲ2類 | C種 |
| Ⅳ 類 | 硫酸による腐食はほとんど生じないが、コンクリートに接する液相が酸性状態になりえる腐食環境 | A種 | A種 | ||
| ・耐酸性及びアルカリ性安定した性能を有するビニルエステル樹脂を使用します。 | |||||
| (C種対応型) タイプⅠ |
(D1種対応型) タイプⅡ |
(構造改良型) タイプⅢ |
(断面改良型) タイプⅣ |
|
|---|---|---|---|---|
| 事前断面修復 | ||||
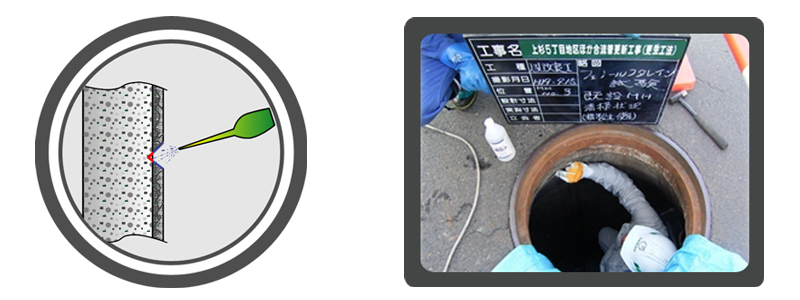
| 壁面の確認 フェノールフタレイン液により赤色変色を確認 |
||||
| 壁面の乾燥 | ||||
| パテにより表面凹凸の修正 | ||||
| ①グラスファイバーと樹脂の塗り付け | ||||
| ②グラスファイバーと樹脂の塗り付け | ||||
| ③グラスファイバーと樹脂の塗り付け 表面仕上げグラスファイバーと樹脂の塗り付け |
||||
| ④表面を色付樹脂で塗装 |
塗布型ライニング工法の施工手順
- 洗浄
- 劣化層調査
- 劣化層の除去
- 附帯工
- 塗布型ライニング施工
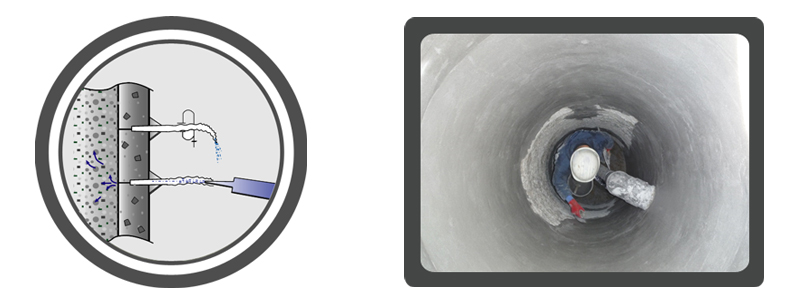
高圧水による洗浄は,壁面のよごれを落し,作業環境を良好にする目的で行う。5MPa~30MPaの高圧水で洗浄する。

赤く変色する部分を確認し、劣化深さを計測する(フェノールフタレイン溶液)。
劣化層の除去は、コンクリートサンダー・チッピング、又は超高圧洗浄による。同時にステップ撤去も行う。

必要に応じて、浸入水の止水、断面修復を行う。
※断面修復:腐食・劣化により断面修復が必要な場合、耐酸性セメント等により断面修復を行う。
- プライマー塗布
- 素地調整(パテ)
- 1層目補強層貼付
- 1層目樹脂塗布
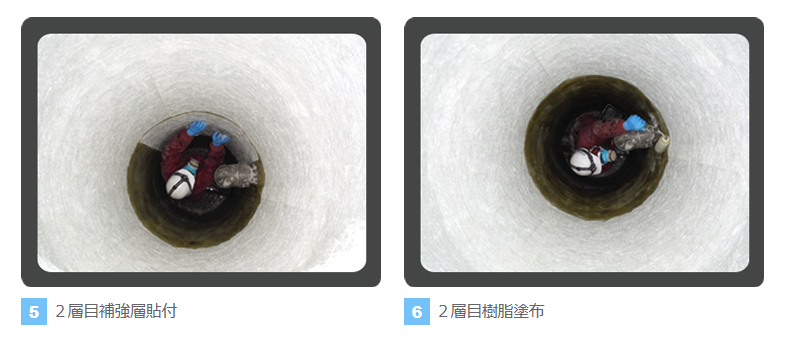
- 2層目補強層貼付
- 2層目樹脂塗布
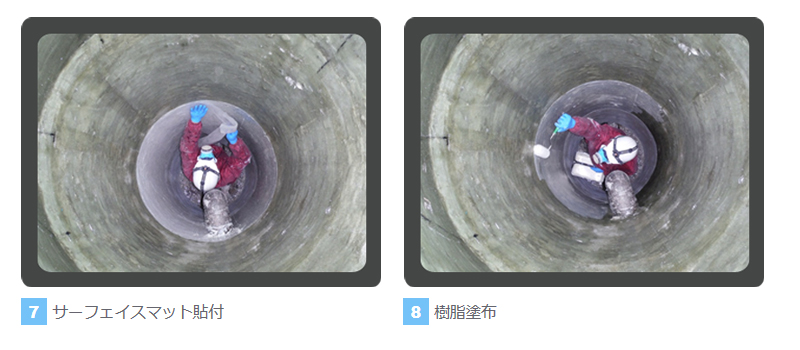
- サーフェイスマット貼付
- 樹脂塗布
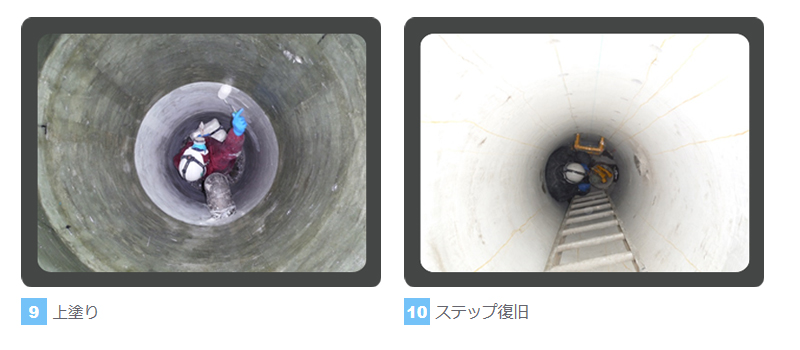
- 上塗り
- ステップ復旧
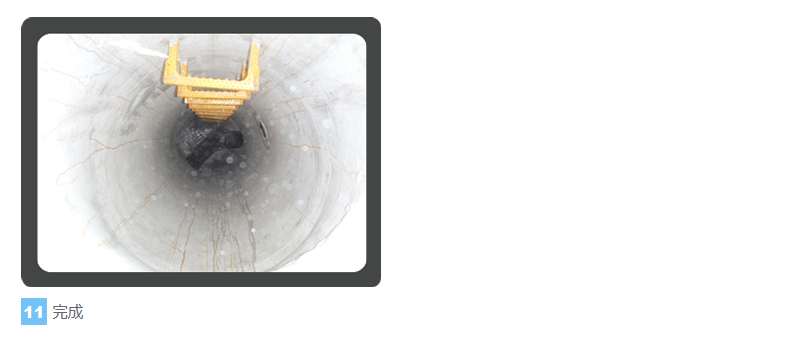
- 完成